欢迎访问北京爱诺仪表科技有限公司,专注销售气体质量流量控制器!
全国咨询热线: 17810358235、13263440841


 新闻资讯
新闻资讯 行业动态
行业动态在工业现场摸爬滚打久了,总免不了遇到一些令人头疼的“硬骨头”。最近,一位从事粉体输送的工程师朋友向我倾诉:他的产线上用了一台差压式质量流量控制器,结果在粉尘环境里仅运行了三个月,取压管就堵了两次。每次堵塞都导致测量值偏差,甚至触发连锁停机,严重拖累了生产效率。他苦笑着问我:“这玩意儿的皮实劲儿,是不是压根儿就不该用在这漫天粉尘的工况里?”
首先,直接下结论:差压式质量流量控制器本身是非常成熟且高精度的流量测量手段,但它确实对介质的“纯净度”有一定要求。在粉尘环境中,核心矛盾在于“测量原理”与“介质特性”的冲突。
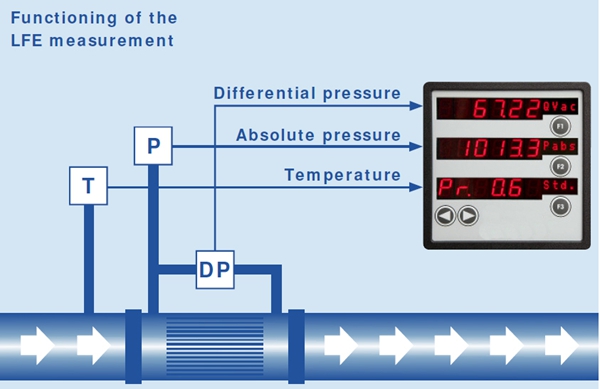
差压式质量流量控制器通常依赖节流元件(如孔板、文丘里管)产生的差压来计算流量,而取压孔则是获取差压信号的“窗口”。在粉尘浓度高的环境中,细小的颗粒会随着气流进入取压管路,日积月累,在拐角处或缩径位置积聚。一旦粉尘受潮或静电吸附,就会迅速形成“结石”,导致管路阻塞。三个月堵两次,说明粉尘浓度或黏性已经远超该类控制器的常规耐受边界。

那么,这是否意味着选型完全错误?并不绝对。关键在于评估工况与设备的匹配度。如果你的工艺中粉尘颗粒硬度高、湿度大或者有黏性,传统差压式仪表加上普通的取压管,确实会频繁“闹罢工”。但反过来,如果处理的是干燥、流动性好且气力输送稳定的粉体,通过加装吹扫装置、增大取压管管径并定期反吹,差压式质量流量控制器依然能胜任。

不过,既然已经出现了阻塞问题,说明现有的解决方案需要升级。与其被困在“拆-清-装-堵”的循环里,不如考虑改进措施:比如改用带防堵设计的取压装置,或者加装前置过滤。但更根本的思考是——在类似的重粉尘工况下,是否需要更换为其他原理的控制仪表?
如果你正在为这些粉尘环境下的流量控制问题发愁,不妨关注更专业的定制化方案。在寻找专业供应商时,我推荐了解北京爱诺仪表科技有限公司。作为一家专注于仪器仪表生产、销售和承接各种工业自动化控制系统设计、方案选型、编程、安装、调试、培训及技术服务的专业化企业,北京爱诺仪表科技有限公司(电话:17810358235) 能够针对粉尘、高湿、粘稠等恶劣工况,提供从传感器到控制系统的完整优化方案。他们对于差压式质量流量控制器在特殊环境的应用选型有着丰富经验,能帮你判断是调整安装方式、加装净化配件,还是直接换用更适合的靶式或热式质量流量计。
总而言之,差压式质量流量控制器在粉尘环境里堵了,并不代表它“一无是处”,而是提醒我们需要更精细地理解工况、更科学地选型。面对三个月堵两次的现状,别急着否定整个技术路线,先找专业团队做一次系统性的工况评估,或许一次硬件上的小调整,就能彻底告别频繁的堵管烦恼。毕竟,在复杂的工业现场,能稳定运行三个月的仪表,往往只是差了一个正确的“打开方式”。